
Российский центр гибкой электроники — часть крупнейшей технологической компании новой Москвы «ТехноСпарк».
Задача
Для запуска нового производства в Троицке требовалось доставить и установить оборудование в чистых помещениях.
Особенности проекта, которые определяли требования к подрядчику:
Объем работ: 256 единиц оборудования стоимостью 3,5 млрд рублей. Стоимость одного ящика от 2 млн рублей до 7 млн долларов. Такой объем требовалось переместить и установить в сжатые сроки. Для этого нужно было работать ежедневно несколькими бригадами, включая выходные. Для соблюдения этого условия у подрядчика должен быть достаточный штат такелажников.
Оборудование поставлялось под заказ в течение нескольких месяцев. Любое повреждение ставило под угрозу сроки запуска проекта, поэтому высокая квалификация такелажников — одно из условий заказчика.
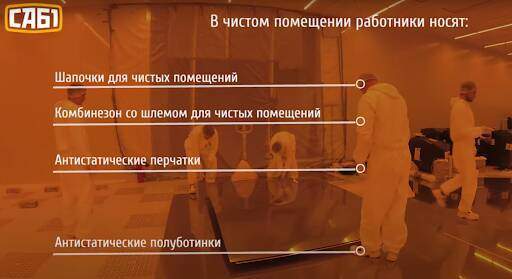
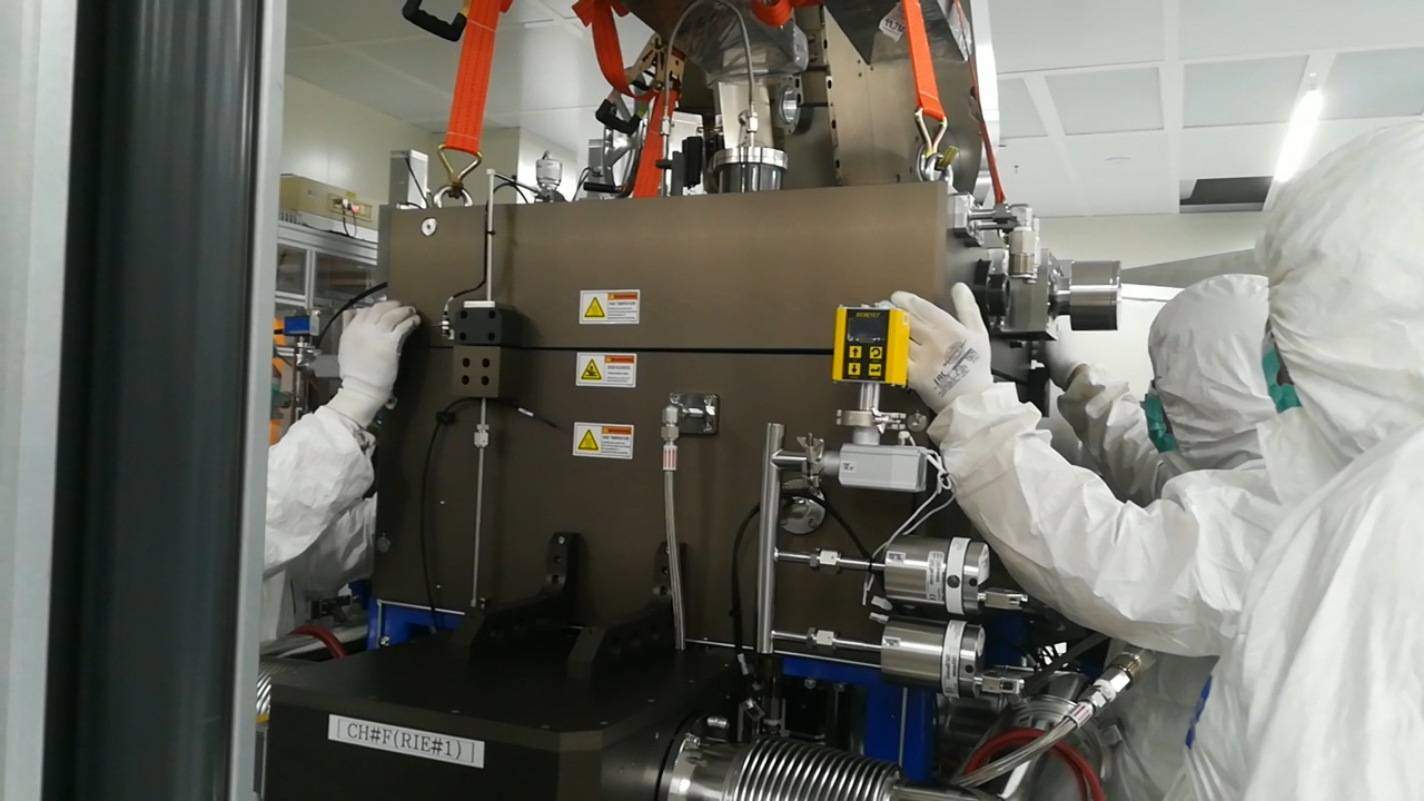
Такелажные и монтажные работы должны были выполняться в чистых помещениях класса ИСО 5 (ГОСТ ИСО 14644-1-2002) на площади 1500 кв. м. Команда подрядчика должна была иметь опыт работ в чистых помещениях, а также экипирована в соответствии с требованиями ГОСТ. Инструмент и оборудование — очищены и обернуты пленкой.
Под фальшполами в цехах установлена центральная система пылеудаления и проведены другие коммуникации. В случае повреждения пола нарушаются требуемые стандарты чистоты помещений и выходят из строя коммуникации. Необходимо выносить все оборудование, восстанавливать повреждения и заново готовить помещение.
Допустимая нагрузка на полы не должна превышать 750 кг на кв.м. При этом вес самых тяжелых единиц достигал 6,5-6,8 тонн, поэтому у подрядчика должны быть опытные квалифицированные инженеры, чтобы спроектировать перемещение каждой единицы оборудования.
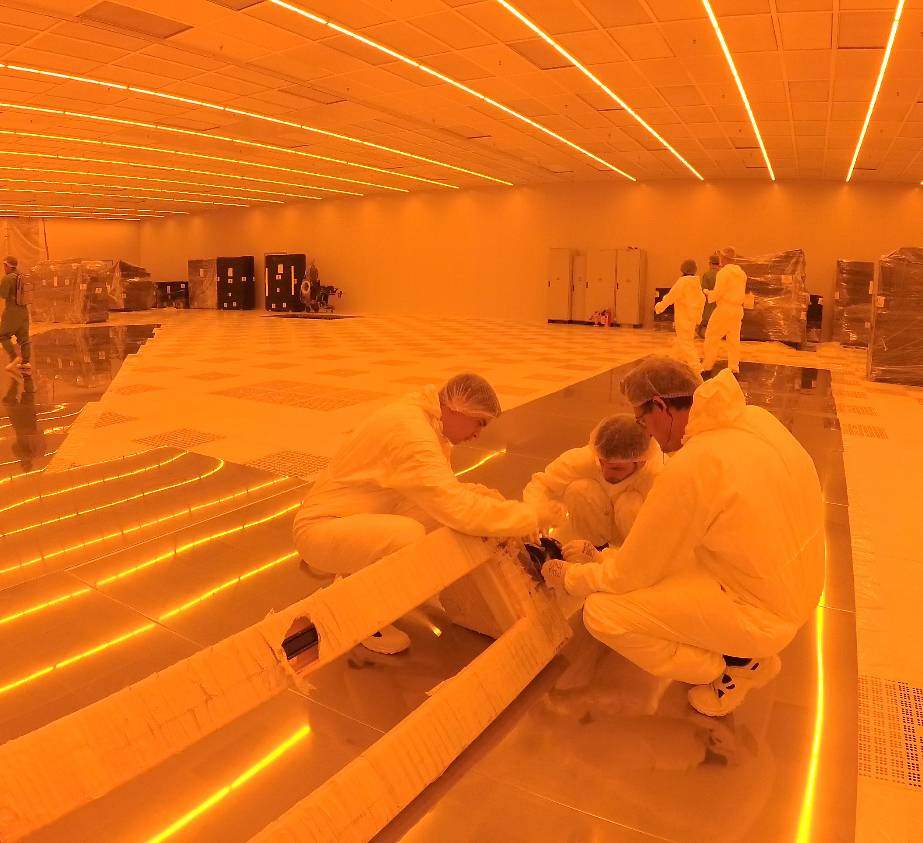
Чистые помещения — это производственный цех, в котором концентрация механических частиц и микроорганизмов в воздухе поддерживается в заданных пределах. Чтобы работать в таких помещениях, бригада обязана соблюдать «протокол чистоты» и ГОСТ Р ИСО 14644-5-2005. Проект производства работ должен обеспечивать целостность полов, стеновых панелей и их стыковочного профиля.
Перемещали оборудование производства EMT, Narae NanoTech Corp, Nain Tech, Shindo, TES, COWIN, Semilab, 3D-Micromac AG, Nagase, SUSS MicroTec Photonic Systems, AVACO Co, BAUBLYS Laser GmbH, ITO, IPI. От каждого производителя работу контролировали корейские инженеры.

Решение
Спецавтобаза №1 отвечала всем требованиям заказчика. Мы изучили техническое задание и приступили к подготовке.
Инженеры провели все необходимые расчеты и определили способ перемещения для каждой единицы оборудования, составили проект производства работ.
Ошибка на этом проекте могла стоить от 2 млн рублей (минимальная стоимость единицы оборудования). Чтобы минимизировать риски и достичь слаженности в работе, мы провели внутреннее обучение и отработали выполнение каждой операции при выгрузке и перемещении оборудования.
Чтобы не повредить фальшполы, инженеры сделали расчет. Дано: допустимая нагрузка на полы не должна превышать 750 кг на кв.м. А вес самых тяжелых единиц достигал 6,8 тонн. Инженеры приняли решение распределить вес, увеличив число катков.
Пример:
рама станка — 5х2 м = 10м2
6500 кг : 750 кг = 9 (м2)
Это значит, что вес станка надо разнести минимум на 9 точек и тогда нагрузка на каждую точку будет меньше 750 кг. Станок по площади позволял закатывать его на 9-10 катках с расстоянием между ними не менее 1м в соответствии с расчетами. Полы застелили листами нержавеющего металла толщиной 3 мм, что тоже распределило нагрузку. Это позволило переместить оборудование, не обрушив фальшпол.
Конвейер поставки был выстроен так:
Мы забирали из Шереметьево ящики, грузили их в машину, а затем отвозили на склад временного хранения.
В нужном порядке привозили со склада на объект.
На территории вилочными погрузчиками выгружали оборудование и снимали деревянную упаковку.
Со всеми предосторожностями перемещали на рампу и закатывали в шлюзовую камеру.
В шлюзовой камере протирали спиртовым раствором и меняли катки на «чистые», снимали вакуумную упаковку и продували оборудование от пыли.
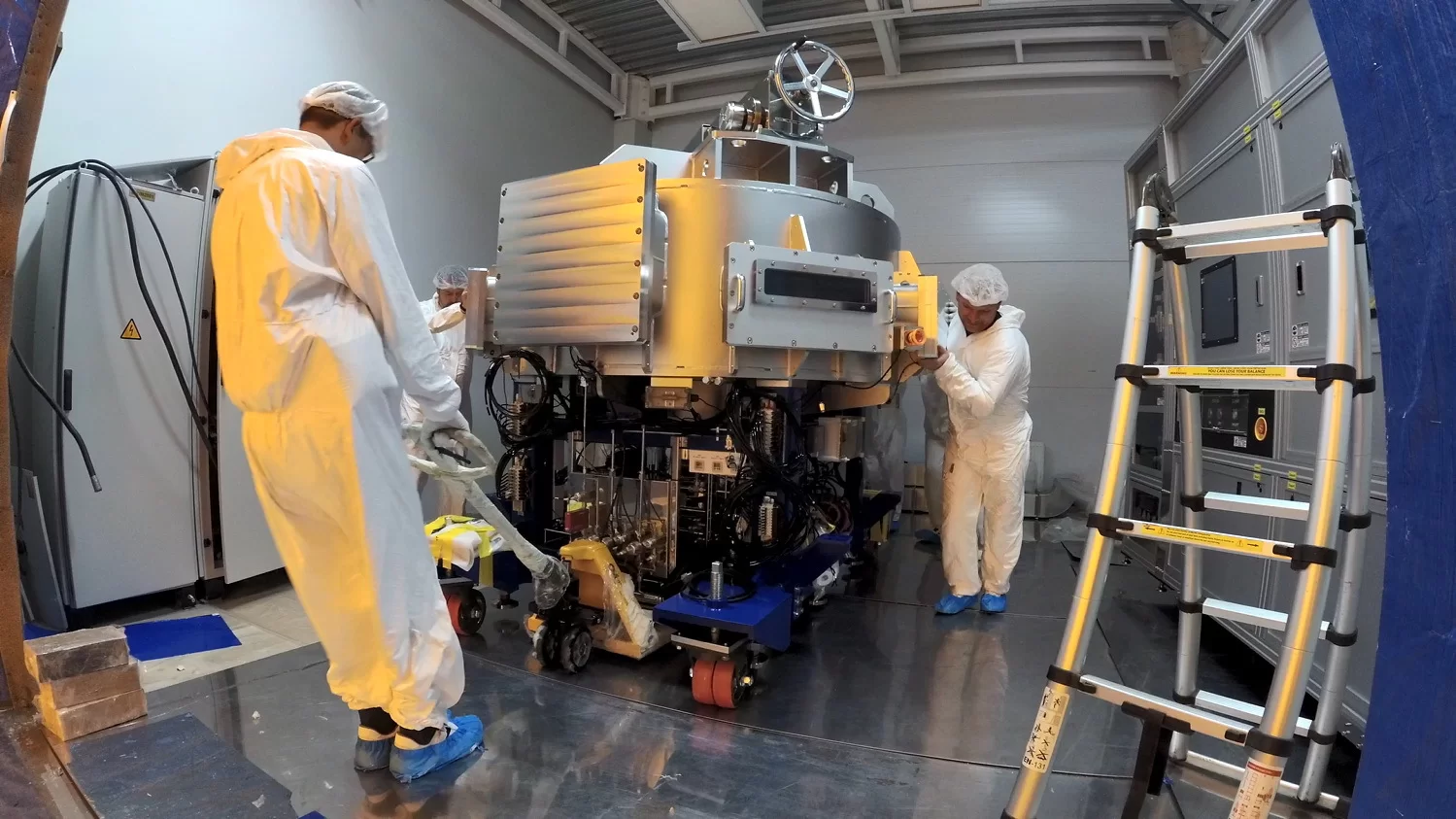
Готовое к установке оборудование перемещали на «чистых» такелажных тележках в чистое помещение и устанавливали в цехах на проектные места.
Далее монтировали воздухоочистительное и вентиляционное оборудование. Груз поднимали при помощи выносной площадки.
После монтажа произвели крупноузловую сборку.
Установленное и смонтированное оборудование передали специалистам для пусконаладочных работ.
И так 256 раз, всего 3072 операции. При таком количестве производственных циклов риски кратно возрастают. Каждый такелажник должен был удерживать концентрацию внимания по 8-10 часов подряд в течение рабочей смены. Бригады работали ежедневно на протяжении 4 месяцев, строго соблюдая проект производства работ.



На улице вилочным погрузчиком выгружаем оборудование и снимаем деревянную упаковку.

В шлюзовой камере протираем остаточные загрязнения, снимаем вакуумную упаковку и продуваем оборудование от пыли.




На такелажных тележках перемещаем станки в чистое помещение и устанавливаем в проектное положение.

Далее выполняем монтаж воздухоочистительного и вентиляционного оборудования. Груз поднимаем при помощи выносной площадки.
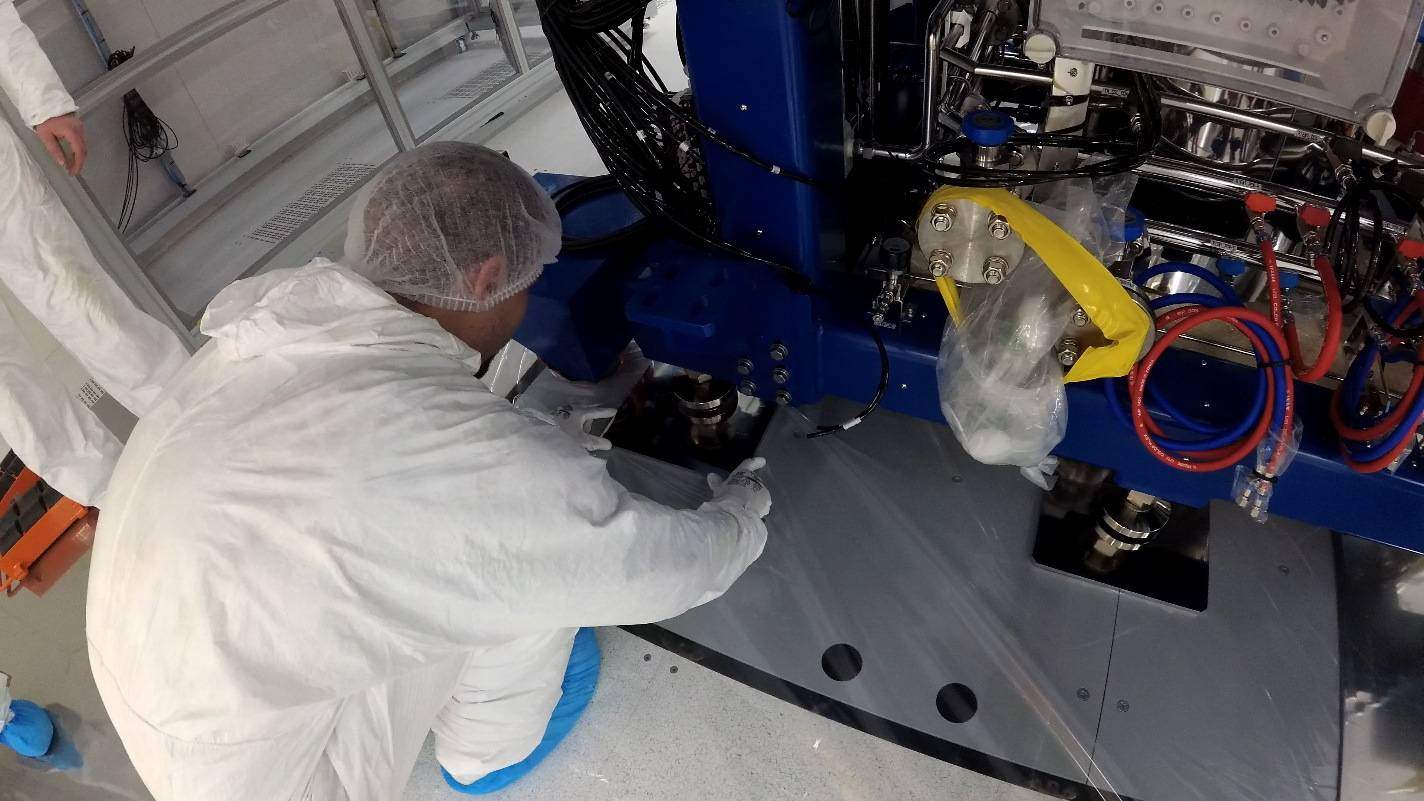
После монтажа начинаем крупноузловую сборку.
Результат
Команда САБ1 выполнила работу в соответствии с календарным планом. За время проведения работ:
Замечаний от заказчика — нет
Повреждений оборудования — нет
Нарушений графика работ — нет
Нарушений правил ОТ и ФНП ПБ — нет.
Установленное и смонтированное оборудование передано специалистам для пуско-наладочных работ.


Короткие волны обычного света могут оказывать нежелательное воздействие на светоактивный материал, который используется в производстве. Поэтому в чистых помещениях используют специальные лампы желтого света.
В работе были задействованы:
такелажная бригада —18 человек,
инженеры ПТО — 3 человек,
руководитель проекта — 1 человек,
ответственный за безопасное проведение работ с ПС — 3 человек,
специалист отдела логистики — 2 человек.
Общая численность персонала — 27 сотрудников.
подъемные сооружения — 4 единиц,
транспортные средства для перевозки груза, в том числе крупногабаритного — 8 единиц,
грузопассажирский транспорт — 7 единиц,
транспортные средства для вызова упаковочных материалов — 3 единиц.
Общее количество задействованной техники — 22 единицы.
Благодарственное письмо Спецавтобазе №1 от заказчика:
О заказчике
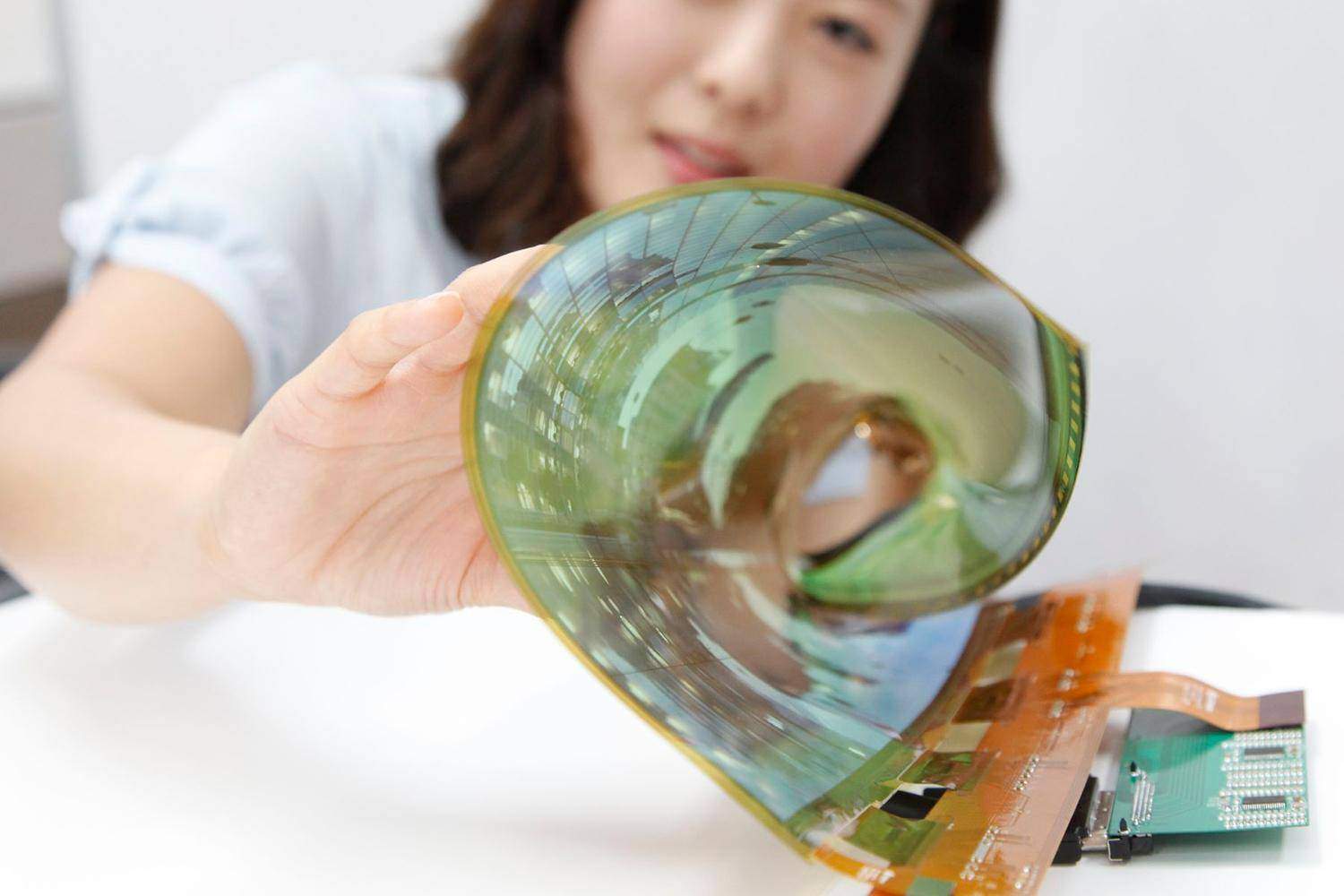
Сейчас Центр гибкой электроники производит малые серии TFT-матриц и интегральных схем на пластиковой подложке. Технология позволяет изготавливать телефоны и планшеты, которые можно сгибать и скручивать с максимальной гибкостью и прозрачностью.

Гордимся нашими партнерами и желаем высокотехнологичной компании занять лидирующие позиции на мировом рынке микроэлектронных производств.

Фото: Пресс-служба Мэра и Правительства Москвы.

Фото: Пресс-служба Мэра и Правительства Москвы.



